全国咨询热线
186-7652-6988
欢迎光临佛山市铝亚铝业有限公司官方网站!

全国咨询热线
186-7652-6988

联系人:徐总
手 机:18676526988
电 话:0757-63222898
网 址:www.kinzmetklub.com
地 址:佛山市南海区狮山镇山南工业区北区一路一排3号
为了防止模具断齿应尽量减少挤压力,而挤压力与铸锭的长、合金变形抗力的大小、铸锭的状态、变形程度的大小等因素有关。因此挤压散热铝型材的铸棒不宜太长,约为正常铸棒长度的(0.6~0.85倍)。特别是在试模和挤压一根铸棒时,为确保能顺利生产出合格的产品,用更短的铸棒,即正常铸棒长度(0.4~0.6)倍的铸棒来试模。
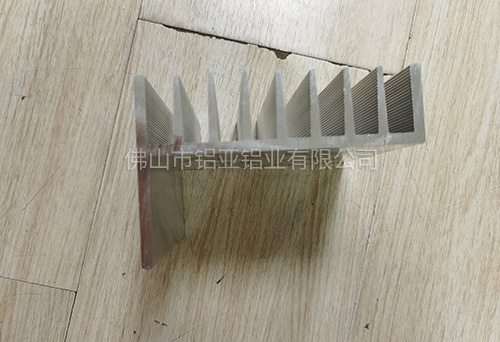
生产铝型材散热器的材料导热性能要好,目前大多数都使用6063铝合金,其具有易加工、散热性能好、力学性能好等特点。另外需要从铸锭、模具、挤压工艺几方面配合,才能顺利生产出散热器型材。

散热器型材生产的关键是挤压模具的一次试模,有条件的话,可以先在电脑上做模拟试验,铝型材厂家看模具铝型材设计的工作带是否合理,然后在挤压机上试模。一次试模十分重要,操作手要让主柱塞前进上压时在低于8MPa的低压力下慢速前进,有人用电筒光线照看模具出口处,等挤压模具的每一个散热片都均匀挤压模孔后,才能逐渐加压加速进行挤压。铝型材优点试模成功后继续挤压时,应注意控制好挤压速度,做到平稳操作。生产散热器型材时应注意模具的加热温度,要使模具温度与铸锭温度相近。若温差太大,由于上压时挤压速度慢,会使金属温度下降,易产生堵模或流速不均匀的现象。
因为散热器型材的模具都是许多细长的齿,要承受很大的挤压力,每个齿都要有很高的强度和韧性,如果彼此之间的性能有很大的差异,就容易使强度或韧性差的那些齿产生断裂。
能顺利挤压成功,关键是模具的设计要合理,制造要准确,这对铝型材散热器生产厂家的技术要求较高,只有较强实力的厂家才能完成从模具设计挤压到制成成品的全部工序。铝亚掌握了铝型材散热器研发设计生产的全部工艺流程,可独立完成所有工序,能够有效的控制产品的质量与交期,如需了解可来电咨询。

(扫一扫 关注官方微信)